Manjushree is a Sanskrit word meaning 'gentle glory'. In Sanskrit, "shree" means 'glorious' or 'honorable'. His name signifies one who embodies enlightened wisdom. He confers mastery of the Dharma, wisdom, and eloquence and teaches the path of a bodhisattva in the Mahayana tradition.
Shipping Calculation
The shipping weight for 1 piece of the product is 4 kg, and shipping cost is USD67.00.
Country
Shipping Mode
We normally dispatch orders within 2 to 5 business days. If there are any delays, we will personally inform the buyer about the dispatch date.
We accept Paypal | Credit/Debit Card | Bank Transfer | Money Transfer / Remit Click Here for more Information.
We offer a simple 7-day money-back policy, with the buyer responsible for return shipping. Click Here for more Information.
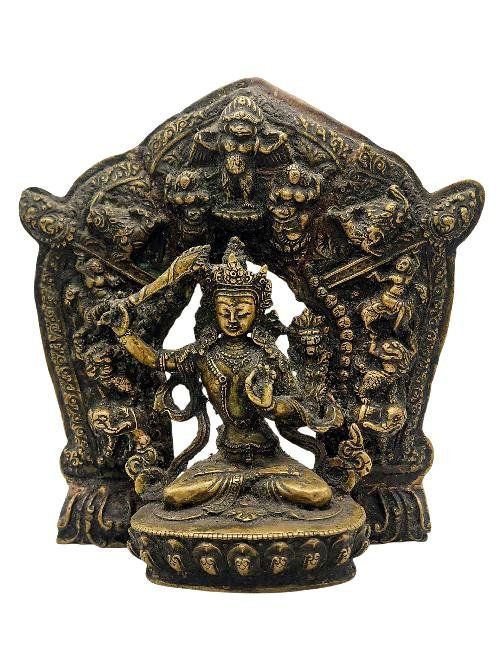
Manjushri :
Manjushree is a Sanskrit word meaning 'gentle glory'. In Sanskrit, "shree" means 'glorious' or 'honorable'. His name signifies one who embodies enlightened wisdom. He confers mastery of the Dharma, wisdom, and eloquence and teaches the path of a bodhisattva in the Mahayana tradition.
Partly Gold plating.
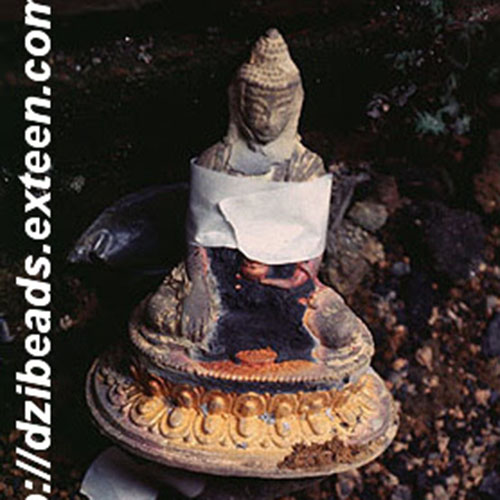
This Manjushri has a Partly gold-plated finish. Partly fire gold gilding, a common practice in Nepali handicrafts. This technique is skillfully employed by artisans to create intricate designs on various metal objects, including statues, jewelry, and decorative items. Through a process, a mask or resist is applied to safeguard specific areas from the gold plating. The object is then subjected to high temperatures, allowing the gold to beautifully adhere to exposed surfaces using a combination of heat and pressure.
In the realm of Buddhist statues, this technique holds additional significance as it distinguishes the golden-plated body from the oxidized or maroon-painted clothing. This visual separation conveys the contrast between the divine purity of the body and the modest attire symbolizing the humble lifestyle of Buddhist monks. The partly fire gold gilding not only adds exquisite detail and elegance but also embodies the deep cultural and spiritual meaning associated with these treasured artifacts.
Partly gold plating using the Fire Gold plating technique requires a high level of skill and precision, and Nepali artisans have been perfecting this technique for centuries. The process is labor-intensive and time-consuming, but the end result is a work of art that is both durable and long-lasting, with intricate designs highlighted by a touch of gold. This technique finds significant application in the creation of religious objects such as statues and prayer wheels, as well as everyday items. It showcases the artisans' expertise in preserving traditional methods while imbuing the objects with deep cultural and spiritual significance.
Detailed Description of Mercury Gilding - Source wikipedia
Fire-gilding or Wash-gilding is a process by which an amalgam of gold is applied to metallic surfaces, the mercury being subsequently volatilized, leaving a film of gold or an amalgam containing 13 to 16% mercury. In the preparation of the amalgam, the gold must first be reduced to thin plates or grains, which are heated red-hot, and thrown into previously heated mercury, until it begins to smoke. When the mixture is stirred with an iron rod, the gold is totally absorbed. The proportion of mercury to gold is generally six or eight to one. When the amalgam is cold, it is squeezed through chamois leather to separate the superfluous mercury; the gold, with about twice its weight of mercury, remains behind, forming a yellowish silvery mass with the consistency of butter.
When the metal to be gilded is wrought or chased, it ought to be covered with mercury before the amalgam is applied, that this may be more easily spread; but when the surface of the metal is plain, the amalgam may be applied to it directly. When no such preparation is applied, the surface to be gilded is simply bitten and cleaned with nitric acid. A deposit of mercury is obtained on a metallic surface using quicksilver water, a solution of mercury(II) nitrate, the nitric acid attacking the metal to which it is applied, and thus leaving a film of free metallic mercury.
The amalgam is equally spread over the prepared surface of the metal, the mercury is then sublimed by heat just sufficient for that purpose; for, if it is too great, part of the gold may be driven off, or it may run together and leave some of the surface of the metal bare. When the mercury has evaporated, which is known by the surface having entirely become of a dull yellow color, the metal must undergo other operations, by which the fine gold color is given to it. First, the gilded surface is rubbed with a scratch brush of brass wire, until its surface is smooth.
It is then covered with gilding wax and again exposed to fire until the wax is burnt off. Gilding wax is composed of beeswax mixed with some of the following substances: red ochre, verdigris, copper scales, alum, vitriol, and borax. By this operation, the color of the gilding is heightened, and the effect seems to be produced by a perfect dissipation of some mercury remaining after the former operation. The gilt surface is then covered over with potassium nitrate, alum, or other salts, ground together, and mixed into a paste with water or weak ammonia. The piece of metal thus covered is exposed to heat, and then quenched in water.
By this method, its color is further improved and brought nearer to that of gold, probably by removing any particles of copper that may have been on the gilt surface. This process, when skillfully carried out, produces gilding of great solidity and beauty, but owing to the exposure of the workmen to mercurial fumes, it is very unhealthy. There is also much loss of mercury to the atmosphere, which brings extremely serious environmental concerns as well.
This method of gilding metallic objects was formerly widespread but fell into disuse as the dangers of mercury toxicity became known. Since fire-gilding requires that the mercury be volatilized to drive off the mercury and leave the gold behind on the surface, it is extremely dangerous. Breathing the fumes generated by this process can quickly result in serious health problems, such as neurological damage and endocrine disorders since inhalation is a very efficient route for mercuric compounds to enter the body. This process has generally been supplanted by the electroplating of gold over a nickel substrate, which is more economical and less dangerous.
Fire Gold Plating In Nepal
Detailed Description of Mercury Gilding - Source wikipedia
Fire-gilding or Wash-gilding is a process by which an amalgam of gold is applied to metallic surfaces, the mercury being subsequently volatilized, leaving a film of gold or an amalgam containing 13 to 16% mercury. In the preparation of the amalgam, the gold must first be reduced to thin plates or grains, which are heated red-hot, and thrown into previously heated mercury, until it begins to smoke. When the mixture is stirred with an iron rod, the gold is totally absorbed. The proportion of mercury to gold is generally six or eight to one. When the amalgam is cold, it is squeezed through chamois leather to separate the superfluous mercury; the gold, with about twice its weight of mercury, remains behind, forming a yellowish silvery mass with the consistency of butter.
When the metal to be gilded is wrought or chased, it ought to be covered with mercury before the amalgam is applied, that this may be more easily spread; but when the surface of the metal is plain, the amalgam may be applied to it directly. When no such preparation is applied, the surface to be gilded is simply bitten and cleaned with nitric acid. A deposit of mercury is obtained on a metallic surface using quicksilver water, a solution of mercury(II) nitrate, the nitric acid attacking the metal to which it is applied, and thus leaving a film of free metallic mercury.
The amalgam is equally spread over the prepared surface of the metal, the mercury is then sublimed by heat just sufficient for that purpose; for, if it is too great, part of the gold may be driven off, or it may run together and leave some of the surface of the metal bare. When the mercury has evaporated, which is known by the surface having entirely become of a dull yellow color, the metal must undergo other operations, by which the fine gold color is given to it. First, the gilded surface is rubbed with a scratch brush of brass wire, until its surface is smooth.
It is then covered with gilding wax and again exposed to fire until the wax is burnt off. Gilding wax is composed of beeswax mixed with some of the following substances: red ochre, verdigris, copper scales, alum, vitriol, and borax. By this operation, the color of the gilding is heightened, and the effect seems to be produced by a perfect dissipation of some mercury remaining after the former operation. The gilt surface is then covered over with potassium nitrate, alum, or other salts, ground together, and mixed into a paste with water or weak ammonia. The piece of metal thus covered is exposed to heat, and then quenched in water.
By this method, its color is further improved and brought nearer to that of gold, probably by removing any particles of copper that may have been on the gilt surface. This process, when skillfully carried out, produces gilding of great solidity and beauty, but owing to the exposure of the workmen to mercurial fumes, it is very unhealthy. There is also much loss of mercury to the atmosphere, which brings extremely serious environmental concerns as well.
This method of gilding metallic objects was formerly widespread but fell into disuse as the dangers of mercury toxicity became known. Since fire-gilding requires that the mercury be volatilized to drive off the mercury and leave the gold behind on the surface, it is extremely dangerous. Breathing the fumes generated by this process can quickly result in serious health problems, such as neurological damage and endocrine disorders since inhalation is a very efficient route for mercuric compounds to enter the body. This process has generally been supplanted by the electroplating of gold over a nickel substrate, which is more economical and less dangerous.
Fire Gold Plating In Nepal
Read More . . .
Lost-Wax System
This Manjushri of Manjushri is made by the process of the Lost Wax system. This is a very complicated, time consuming and historic process of making metal sculptures.Which is why it is sometimes called Precision Casting as well. Hence the sculptures made by this process are comparatively expensive. There are many new, advanced and less time consuming methods of casting metal sculptures available as well. But due to the benefits provided by the traditional lost wax system in quality control and customization, we prefer the Loss wax system over Ceramic molding, or sand casting to make our Manjushri.
Below we have tried to illustrate the process of making a loss wax system statue:
The method of metal casting in which a molten metal is poured into a mold that has been created by means of a wax model. Once the mold is made, the wax model is melted and drained away. Bronze statues come to life differently than marble statues. Instead of carving a block or marble, the bronze artist uses the lost-wax technique to make a series of molds, and then pours melted bronze into the final mold to create the sculpture. This method has been around since 4500 BCE.
There are few important steps in lost wax casting process :
Step 1: Sculpting ( It all starts in the studio with an idea, Then figuring out how to realize the vision in clay.)
Step 2: Mold Making.
Step 3: Wax Pouring.
Step 5: Wax Spruing.
Step 6: Shell Dipping.
Step 7: Bronze Pouring.
Interestingly enough Loss wax process is also called Investment casting because after layers have been formed and dried, the wax is melted out of the ceramic tree by using steam (120?C) in an autoclave. This is why it is called "lost wax casting". The majority of the molten wax which can then be regenerated and is reusable.
Before Making statue :At work room making the wax models.
Softening a piece of wax over a brazier.
Relaxing after softening the wax The working environment with works in progress.
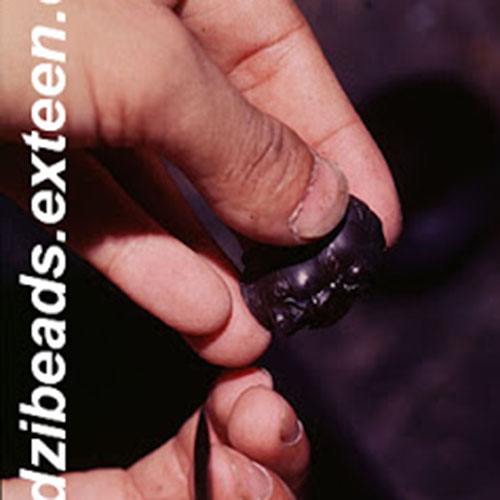
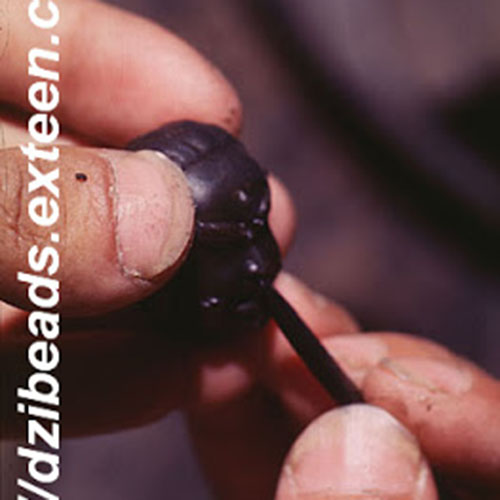
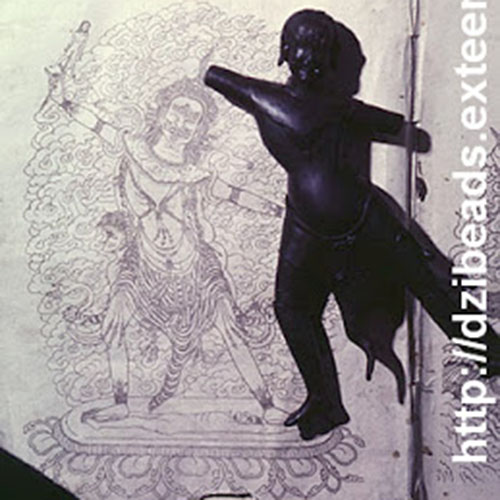
Working the face of an Ekajata wax model.
Working the face of wax model.Using a modeling tool to form the face of Ekajata.
Deatail of wax model
The design for Ekajata compared to the Tibetan book on which it was based.Statues Maker Are master in buddhism .
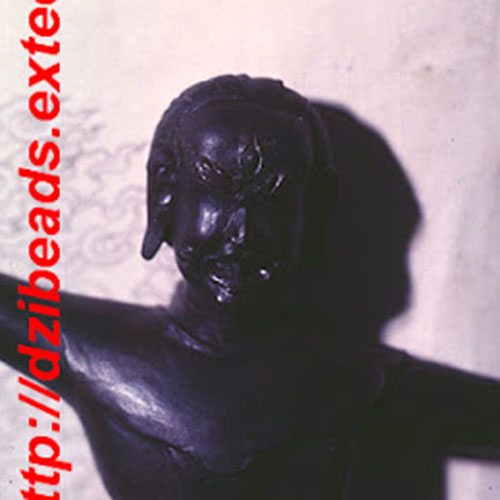
Detail of A partially finished Candamaharoshana (Acala) wax figure made in the Tibetan style.
A finished wax image of Mahakala.
Anthor Finished Wax Model of Shakyamuni Buddha
One of the modelers working in the room shows the Pehar image on which he is working.
The artist showed how the goat , which had been completed earlier, fits under the image. ,
Tej Jyoti Shakya and his wife, Nani Maya Shakya Covering the wax model in a mixture of clay and dung
Pressing the mixture of clay and dung around the wax image.
The board with the clay and dung mixture ready for use.
Model Pieces drying after the initial (dipped) thin layer of fine clay.
Clay-covered model pieces drying in the sun.
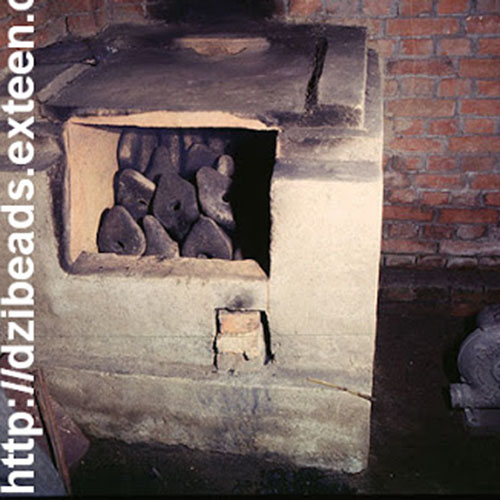
Molds waiting to be put into the burnout furnace
The same molds, seen in the previous image, in the burnout furnace
The double row of refractory bricks used to support the heated molds during casting.
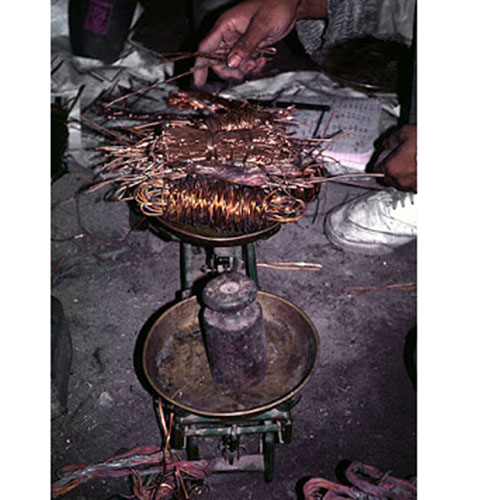
The melting furnace and a pile of coke used for melting the metals. Laying the bed of coke in the melting furnace.
The first ignition of the coke.
Checking the coke bed.
The electric blower used to force air into the melting furnace
Beginning to fill the crucibles with scrap copper.
Preparing the bed of burning coke to receive the crucibles
Sorting various metals used in the alloys.
Weighing precious metals that are used in the alloys
Weighing copper from Singapore to achieve a correct alloy.
Different sizes of crucibles and various types of metals to be cast in this melt.
Placing the crucibles in the bed of coke filled with metal are in place.
After the crucibles are in place, more coke is piled around them.
The crucibles are covered with scrap metal to hold in the heat.
The electric fan is then connected.Soon a very hot flame is produced.
The entire furnace temperature goes up to about 1800 -1900 degrees.
Setting up molds in between the refractory bricks to receive the molten metal. Handling the molds with asbestos gloves and bracing them with fragments of bricks.
Pouring the molten metal into the base of a mold
Another view of the artists pouring the molten metal.Detailed view showing the molten metal being poured into the sprues.
Preparing to lift and pour molten metal from one of the larger crucibles.
Cooling a mold containing the recently poured metal.
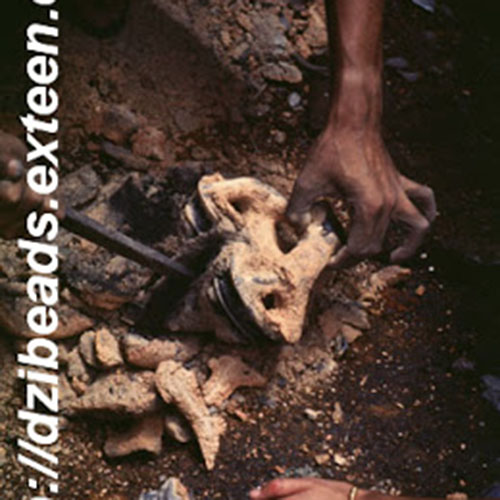
Beginning to break away the clay mold from the metal casting. The mold breaks away revealing the metal image inside
The first metal image from the day's work.
Examining the image for flaws
Two auras (prabhamandalas), one that cast perfectly and one (in front) that only partially filled.
Opening more molds
Researchers mark specific metal images for future identification.
Cleaning the details of the image with a metal tool.
Sawing off the sprues from Aura image. The sprue metal will be reused in future castings.
Two auras that worked perfectly. The one on the right has been cut off of the sprues, while the one on the left still has the sprues attached.
The finishing specialist begins the finishing process with a set of tools, including a small hammer. to give more detail
The entire surface of the image will be gently hammered to a final, almost polished finish.
The finisher's tools and the work in progress
Finishing work on an image of the Buddha.
Hammering the chest of an image that is being held against the work block
A Buddha image hammered and chased to the final, detailed finish.
Cleaning in a very mild acid bath. The image and prabhamandala are placed in a final acidic bath to make sure the surface is absolutely clean.
Drying the image with a blow torch.
Read More . . .
Commentary :
Manjushree is the Bodhisattva who holds the flaming sword [Skt. Khadga] of enlightenment, by his left hand in a warning( Tarjani) hand gesture ( Mudra) in his left hand representing his realization of wisdom to cut through ignorance & wrong view. His right hand depicted in teaching (Jnana Mudra) holds the stem of a Blue Lotus (Utpala) flower upon which rests the Book (Pustaka) of Perfection of Transcendental Wisdom. The blue lotus is a symbol of the victory of the spirit over the senses and signifies the wisdom of knowledge. This represents the lotus that he obtained from the middle of the lake in the Kathmandu Valley out of which grew a lotus bearing a Blue Flame which represents wisdom. Manjushree sits upon a moon disc upon a lotus with an elongated stem arising from a lake. He wears a gold diadem fitted with precious jewels. He wears a silk scarf fastened at the waist and over this, a softly glowing green scarf decorated with golden motifs. His head is silhouetted against a nimbus. The lotus he is sitting on has an elongated stem and arises from a lake representing his recovery of the blue flame of transcendent wisdom and the teaching he originated. The white sash is the attire of the Vajrayana school of Buddhism.
According to legend, Manjushree founded the Nepalese civilization. In ancient times, way before Buddha Shakyamuni the Kathmandu Valley was a vast lake. The Buddha Vipashyin came to Nepal to meditate on the hill above the lake. Wishing to give the rough mountain people an object of worship, Vipashyin threw a lotus seed into the lake. When this lotus bloomed, a blue flame of wisdom light shone from the center of its thousand petals. This light was called the Swayambhunath Dharmadhatu, the Self-Sprung Infinite Field of Light, and the flame of the enlightened mind of the primal Buddha, Vajradhara burned at its center. The light of Vajradhara also emanated in the colors of the rainbow and in each of the five colors appeared one of the Five Buddhas - Vairochana, Akshobhya, Ratnasambhava, Amitabha, and Amoghasiddhi. Then Manjushri went to Nagarkot Peak on the edge of the lake, and after having pondered in Samadhi how best the lake may be drained, with his keen-edged sword of wisdom he cut three Gorges. After the lake had been drained and the Valley bottom made suitable for cultivation Manjushree founded the city of Patan which was originally called Manjupattan. He taught the people many things. Manjushree manifests himself in the form of Yamantaka, known also as Vajrabhairava in order to overcome the lord of Death, Yama.
The Book (Pustaka) represents Transcendent Wisdom which came to be embodied by the Dyani {Pancha} Buddha Families. The book symbolically contains Buddhist teaching that had been lost to mankind & which was revealed to Manjushree. The book is commonly mistaken for the Prajna Paramita which was written by many hands between 100 & 200 CE realizing the Boddhisattva Principle. The book of Manjushree alludes to Wisdom and the emanation of the Five Transcendent Buddha Families. These are Vairochana, Akshobhya, Ratnasambhava, Amitabha & Amoghasiddhi. Wisdom Energy is a power that can extinguish the Five Negative afflictions. Each family heads wisdom and energy to overcome these Five hindrances to enlightenment which are greed, hatred, delusion, jealousy & pride.
At Handicraft Seller, we believe in providing a seamless and user-friendly experience to our valued customers. While our website is not an online shopping platform, we have incorporated a shopping cart system to simplify the process of sending us your inquiries. Please follow the steps below to place your order:
Step 1: Browsing the Selection Explore our website to discover a delightful array of authentic Nepali handicraft products. Click on the products you are interested in to view detailed descriptions and images.
Step 2: Adding Items to Your Inquiry Cart To express your interest in a particular product, click the "Add to Inquiry Cart" button associated with that item. The shopping cart will accumulate your selected products, providing a convenient way to organize your choices.
Step 3: Reviewing Your Inquiry Cart Once you have finished selecting the items you wish to inquire about, review your "Inquiry Cart" to ensure accuracy.
Step 4: Sending Your Inquiries Proceed to submit your inquiries by clicking the "Submit Inquiry" button. A form will prompt you to provide your contact details, the selected products, and any specific queries you may have.
Step 5: Communicating through Email As we do not have an automated payment system, we will conduct the business process through email. Our team will review your inquiries and respond via email, offering further assistance and guidance.
Step 6: Clarifying Details and Finalizing Your Order Engage in direct communication with our team to clarify any additional information or customization requests. Once you are satisfied with the details, we will provide you with payment instructions and confirm the order.
Step 7: Completing the Transaction Make the payment through the designated method as provided in the email. After receiving the payment, we will process your order and prepare it for shipment.
Step 8: Shipping and Delivery We offer worldwide shipping for all our products. Once your order is dispatched, we will provide you with shipping details and tracking information.
Step 9: Receiving and Enjoying Your Handicrafts Wait for your exquisite handicrafts to arrive at your doorstep. Unpack and revel in the beauty and craftsmanship of your chosen Nepali treasures.
Contacting Us If you encounter any complications while submitting your inquiries or need further assistance, please feel free to contact us. Preferably, reach out to us through WhatsApp or email for prompt responses and support.
We hope this straightforward ordering process ensures a delightful and satisfying experience with Handicraft Seller. Thank you for choosing us to connect you with the rich heritage of Nepali handicrafts.
Return Policy
We have a 7 days money back policy but buyer have to pay the return shipping charges.
Shipping
Shipping cost is calculated, based on the shipping weight of the products ordered. THe normal Shipping cost is US$25 for upto 0.5 kgs weight
We ship Worldwide, Except Russia and India.
The deliver duration varies for international Shipping location. We normally dispatch the product in 2 -3 business days. Else Buyer will be infromed Personally about the shipping.
This is not a direct shopping website. So no payments are needed for placing an order. Please feel free to send us an order for the product you are interested in, mentioning the approximate quantity. Based on which we will send you a wholesale price quotation.
![Buddhist Statue Of Manjushri, [partly Gold Plated]](https://www.handmadeexpo.com/pics/product/24343.jpg)
![Buddhist Statue Of Manjushri, [partly Gold Plated]](https://www.handmadeexpo.com/pics/product/thumb/24343.jpg)
![Buddhist Statue Of Manjushri, [partly Gold Plated]](https://www.handmadeexpo.com/pics/product/thumb/24343_0.jpg)
![Buddhist Statue Of Manjushri, [partly Gold Plated]](https://www.handmadeexpo.com/pics/product/thumb/24343_1.jpg)
![Buddhist Statue Of Manjushri, [partly Gold Plated]](https://www.handmadeexpo.com/pics/product/thumb/24343_2.jpg)
![Buddhist Statue Of Manjushri, [partly Gold Plated]](https://www.handmadeexpo.com/pics/product/thumb/24343_3.jpg)